- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

Wéi kann eng Strip Rolling Mill Iech hëllefen eng konsequent Dicke, Flaachheet an Uewerflächqualitéit op Skala ze liwweren?
Abstrakt
A Sträif Walzwierkass dacks de "Make-or-Break" Verméigen fir Spuleprozessoren an Hiersteller déi stabil Dickekontrolle brauchen, widderhuelend Flächheet, a propper Uewerflächefinanz - ouni konstante Ënnerbriechung oder Schrott. Awer vill Keefer lafen an déiselwecht Kappwéi: inkonsistent Jauge iwwer d'Spulelängt, Formdefekter déi Cliente Reklamatiounen ausléisen, heefeg Rollmarken, luesen Ëmstänn, an Ënnerhaltsroutinen déi d'Produktiounszäit klauen.
Dësen Artikel brécht wéi eng modern Sträifwalzmaschinn dës Schmerzpunkte adresséiert, wéi eng Spezifikatioune wierklech wichteg sinn wann Dir Optiounen vergläicht, a wéi Dir Är Produktziler (Material, Dickebereich, Toleranz, Ausgang) op déi richteg Millenkonfiguratioun kartéiert. Dir fannt och eng praktesch Checklëscht, eng Entscheedungstabell an eng FAQ déi fir real Akeefteams an Planzingenieuren entworf ass.
Inhalter
- Outline
- Gemeinsam Keefer Pain Points
- Wat eng Strip Rolling Mill wierklech mécht
- Schlësselleistungsziler déi Är Margin schützen
- Wielt déi richteg Mill Configuratioun
- Integratioun vun der Millen an Ärer Linn
- Wéi Qualitéit stabil iwwer laang Lafen ze halen
- Ënnerhalt Dat Kill Output net
- Keefer Checkliste Ier Dir Iech ënnerschreift
- FAQ
- Nächste Schrëtt
Outline
- Identifizéieren d'Produktiounsproblemer déi Dir probéiert ze eliminéieren (Schrott, Fuerderungen, Flaschenhalsen).
- Iwwersetzen Client Ufuerderunge an moossbar Rolling Ziler (Toleranz, Flaachheet, Finish).
- Passt Äert Material an Dickebereich op e Millenlayout an Automatisatiounsniveau.
- Plan d'Ënnerstëtzungssystemer (Spannungssteuerung, Kältemittel, Filtratioun, Rollmanagement, Recoiling).
- Sperrung an Ënnerhaltbarkeet: séier Rollwiessel, zougänglech Hydraulik a prévisibel Ersatzstécker.
Gemeinsam Keefer Pain Points
Wann Dir e Sträif Walzwierk evaluéiert, maacht Dir et wahrscheinlech net fir Spaass - Dir maacht et well eppes deet. Hei sinn déi heefegste Probleemer déi Keefer wëllen léisen, a wat se normalerweis an realen Operatiounen kaschten:
- Gauge Inkonsistenz: d'Dicke dréit iwwer d'Spiral féiert zu Neiaarbechten, ofgeschniddene Material oder verworf villen.
- Flaachheet a Formfehler: Wellen, Zentrumschnalle, Randschnouer oder Kroun-Mëssmatch verursaachen Downstream Probleemer beim Stempelen, Schlitten, Schweißen oder Formen.
- Uewerfläch Marken: Rouleau Kratzer, Chatter Marken, Inklusiounen oder schlecht Schmieren erschéngen als Client Reklamatiounen - besonnesch fir sichtbar Deeler.
- Lues Ännerunge: laang Roll Ännerungen, Setup Onstabilitéit, oder manuell tuning Offall Stonnen all Woch.
- Héich Schrott während der Ramp-up: den éischten Deel vun all coil gëtt "Opbau Offall" well Kontrollen a Spannungen net séier genuch ugemellt sinn.
- Downtime vun Ënnerhalt Iwwerraschungen: Dichtungen, Lager, Killmëttelsystemer oder hydraulesch Themen déi net fir séier Service entworf sinn.
- Energie a Verbrauchsmaterial Käschte kräischen: Ineffizient Fuert, schlecht Kältemëttelmanagement, an exzessive Rollverschleiung erhéijen d'Käschte pro Tonn roueg.
Eng gutt Sträifwalzwierk rullt net nëmmen Metall - et reduzéiert d'Onsécherheet. Dee beschten ROI kënnt normalerweis vu manner Client Fuerderungen, méi héije Rendement a stabilen Duerchgang, deen Dir mat Vertraue plangt.
Wat eng Strip Rolling Mill wierklech mécht
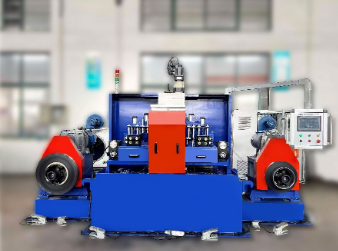
Am Kär reduzéiert eng Sträifwalzmaschinn d'Dicke andeems en Metallstreifen duerch rotéierend Rollen ënner kontrolléierter Kraaft a Spannung passéiert. De "kontrolléierten" Deel ass wou modern Systemer sech vun eeler Ausrüstung trennen.
An der realer Produktioun ännert Dir net nëmmen d'Dicke - Dir geréiert:
- Roll KraaftZil Jauge ze schloen ouni Komponenten ze iwwerlaascht.
- Spannungfir d'Form vun der Sträif ze stabiliséieren an d'Schwätz oder d'Rutsch ze verhënneren.
- Flaachheet Kontrollfir Formfehler ze verhënneren, déi d'Veraarbechtung vum Downstream ruinéieren.
- Uewerfläch Zoustandduerch Rouleau Qualitéit, Kältemëttel Liwwerung, a Filtratioun.
- Thermesch Verhalenwell Hëtzt Afloss Roll Expansioun an deck Stabilitéit iwwer Zäit.
Dofir sollten d'Keefer d'Millen als e System denken: Standkonfiguratioun, Automatisatioun, Fuert, Hydraulik, Kältemëttel / Filtratioun, a Spulehandhabung bäidroen all zur Finale Qualitéit an Uptime.
Schlësselleistungsziler déi Är Margin schützen
Wann Équipë Millen vergläichen, konzentréieren se dacks op maximal Rolling Kraaft oder Linn Vitesse. Déi si wichteg, awer déi richteg Differenzéierer si Leeschtungsziler verbonne mat der Akzeptanz vum Client an dem internen Ausbezuelen.
- Déck Toleranz: Wéi konsequent kanns de Jauge vu Kapp bis Schwanz halen, an iwwer Sträifbreet?
- Flaachheet: Kënnt Dir Form bannent Äre Client Formen Ufuerderunge behalen ouni konstant Interventioun?
- Surface Finish a Propretéit: Kënnt Dir e stabile Finish behalen ouni Rollmarken, Schuttstrecken oder Schmierstofffehler?
- Stabilitéit iwwer laang Lafen: Bleift d'Performance stänneg no Stonnen vun der Produktioun, oder dréit se mat Temperatur a Rouleauverschleiung?
- Wiessel Wiederholbarkeet: Kënnt Dir Produkter wiesselen an zréck an d'stabil Produktioun séier, mat minimalem Setup Schrott?
E praktesche Wee fir eng Sträifwalzmaschinn ze evaluéieren ass eng Fro intern ze stellen:Wat wäerte mir ophalen Suen ze verléieren wann dës Millen leeft?Dëse Kader hält d'Diskussioun op Resultater fokusséiert, net nëmmen Spezifikatioune.
Wielt déi richteg Mill Configuratioun
Verschidde Millenkonfiguratiounen existéieren aus engem Grond: Äert Material, Dickebereich, Breet an Zilfinish beaflossen alles wat am Beschten funktionnéiert. Benotzt d'Tabell hei ënnen fir Är Uwendung mat typesche Millenwahlen auszegläichen.
| Applikatioun Zil | Typesch Mill Direction | Firwat et passt | Opgepasst |
|---|---|---|---|
| Allgemeng Dickereduktioun mat moderéierter Toleranz | 4-héich Stand / ëmgedréint Mill | Equilibréiert Fäegkeet fir vill Stol an Legierungen; flexibel Zäitplang | Automatiséierungsniveau ass wichteg fir Widderhuelbarkeet a Ramp-up Schrott |
| Héich Präzisioun Jauge + Flaachheetskontroll | 6-héich Stand / fortgeschratt flatness Kontroll | Besser Form Kontroll iwwer Biegen a Verréckelung Strategien | Héich Komplexitéit; D'Servicebarkeet an d'Formatioun ginn kritesch |
| Héich Débit Produktioun mat knapper Liwwerpläng | Tandem Linn (Multi-Stand) | Kontinuéierlech Reduktioun ënnerstëtzt méi héich Output a konsequent Qualitéit | Upfront Integratioun Effort; Ënnerstëtzungssystemer musse robust sinn |
| Uewerflächempfindlech Produkter (dekorativ, exponéiert Deeler) | Focus op Rollfinish + Killmëttel / Filtratioun + Spannungsstabilitéit | D'Uewerflächqualitéit hänkt staark vun der Propretéit an der Schmierkontroll of | Ënner-Gréisst Filtratioun ass e gemeinsame Feeler deen widderhuelend Mängel erstellt |
Wann Dir net sécher sidd, fänkt un andeems Dir ÄrMaterial Lëscht(Stol, Edelstahl, Aluminium, Kupfer, asw.),erakommen Dicke, Zil Dicke, an Äre ClientAkzeptanzkriterien. Wielt dann d'Konfiguratioun déi dës Ziler zouverlässeg treffe kann - net nëmmen op Pabeier.
Integratioun vun der Millen an Ärer Linn
Vill Qualitéitsprobleemer, déi op der Millen zouginn sinn, sinn tatsächlech Upstream oder Downstream Themen. A Sträif Walzwierk leeschtungsfäheg bescht wann der Ëmgéigend Linn Spannungen Spikes verhënnert, Uewerfläch kontaminéierte, an coil Ëmgank Schued.
Gemeinsam Integratiounselementer enthalen:
- Bezuelen an recoilermat stabiler Spannungsfäegkeet.
- Entrée / Sortie Bridlesfir d'Spannung ze feinjustéieren an d'Rutsch ze reduzéieren.
- Féierung an zentréierenfir Kanten ze schützen an d'Formkontrolle ze verbesseren.
- Coolant Liwwerung + FiltratiounHëtzt ze verwalten an Surfaces propper ze halen.
- Inspektioun Punktenfir séier Verifizéierung vu Jauge / Form / Finish ouni d'Linn ze stoppen.
GRM Rolling Millënnerstëtzt typesch Keefer duerch Kartéierung vun dëse subsystems zu der Millen Kontroll Strategie-well stabil Produktioun hänkt op de ganze Flux, net nëmmen de Stand.
Wéi Qualitéit stabil iwwer laang Lafen ze halen
Eng gutt Coil "eemol" ze kréien ass einfach. De richtegen Test ass d'Qualitéit iwwer Verschiebungen, Bedreiwer a Produktmixen ze halen. Stabilitéit kënnt normalerweis aus dräi Schichten vun der Kontroll:
- Schnell Kontroll: direkt Korrektur vun Dickedeviatiounen wéi d'Konditioune änneren (Laascht, Spannung, Geschwindegkeet).
- Form Kontroll: Strategien fir d'Schnallen an d'Kroun-Mëssmatch ze reduzéieren ier se refuséierbar ginn.
- Kontaminatioun Kontroll: Kältemëttel a Sträifflächen propper halen fir Widderhuelungszeechen ze vermeiden.
Wann Är Planz widderhuelend Uewerflächefehler bekämpft huet, passt op d'Filtratiounsdesign, d'Kältemëttelmanagement an d'Rollflächehandhabung op. Kleng Partikel kënnen "Geheimnis" Sträifen verursaachen, déi zoufälleg ausgesinn, awer widderhuelen bis d'Quell ewechgeholl gëtt.
Ënnerhalt Dat Kill Output net
Eng Millen déi Spezifikatioune entsprécht awer d'Produktioun mat konstantem Ënnerhalt stoppt ass e schlechten Deal. Wann Dir Ausrüstung evaluéiert, kuckt no Ënnerhaltungsfeatures, déi d'Downtime reduzéieren an d'Previsibilitéit verbesseren:
- Fast Roll änneren Approche: entworf Zougang Punkten, Levée Strategie, an Ausriichtung Ënnerstëtzung.
- Zougänglech hydraulesch Komponenten: Ventile, Dichtungen a Sensoren déi ouni gréisser Ofbau servéiert kënne ginn.
- Kloer Schmierplang: zentraliséiert Schmieren an einfach Iwwerwaachung reduzéieren Lager Iwwerraschungen.
- Eenzelstécker Logik: standardiséierte Verschleißdeeler an eng realistesch recommandéiert Ersatzlëscht.
- Bedreiwer-frëndlech Diagnostik: Alarmer déi op Ursaachen weisen, net nëmmen Symptomer.
Déi bescht Millen hëllefen Äert Team vu "Feierbekämpfung" op Routinehaltung ze plënneren. Dës Verréckelung eleng spärt dacks méi héich wöchentlech Output op ouni Äert Personalniveau z'änneren.
Keefer Checkliste Ier Dir Iech ënnerschreift
- Produit Ziler: Material Lëscht, Breet Gamme, Entréeën / Zielen deck, Toleranz, Uewerfläch Ufuerderunge.
- Duerchgangsziler: erwaart Tonnen / Mount, typesch coil Gréisst, geplangt Verréckelung, an Ramp-up Erwaardungen.
- Qualitéit Verifikatioun: wéi Dir Moossnam / Flaachheet / Ofschloss wäert moossen, a wou Kontrollen an der Linn optrieden.
- Wiessel Realitéit: Produit Mix, Rouleau Zäitplang, a wéi séier Dir ouni Schrott schalt muss.
- Utilities a Foussofdrock: Kraaft, Kältemëttelversuergung, Filtratiounsraum an Installatiounsbeschränkungen.
- Service Modell: Aféierungs-, Training, Dokumentatioun, an Äntwert plangen fir kritesch Ersatzstécker.
- Risiko Plang: wat geschitt wann Toleranz verpasst ass - hutt Dir e Wee fir d'Korrektur ouni d'Produktioun ze stoppen?
FAQ
Q: Kann eng Sträifwalzwierk verschidde Materialien handhaben, wéi Edelstahl an Aluminium?
A:Jo, awer d'Setupstrategie ass wichteg. Verschidde Materialien behuelen ënnerschiddlech ënner Kraaft a Spannung, a si reagéieren anescht op d'Schmier an d'Rollfinish. Eng gutt ugepasste Konfiguratioun a Kontrollstrategie wäert den Test-a-Fehler während Produktschalter reduzéieren.
Q: Wat verursaacht Dicke Variatioun laanscht d'Spulelängt?
A:Gemeinsam Ursaachen enthalen onbestänneg Spannung, thermesch Drift, Rollverschleiung, inkonsistent erakommen Spiraldicke, a lues Korrektur wärend Geschwindegkeetsännerungen. Keefer solle stabil Spannungsfäegkeet a séier Korrekturverhalen prioritär maachen fir Schrott um Kapp a Schwanz ze reduzéieren.
Q: Firwat erschéngen Formfehler och wann d'Dicke richteg ass?
A:D'Dicke kann op Zil sinn wärend d'Flaachheet aus ass. Formfehler kommen dacks aus ongläiche Reduktioun iwwer d'Breet, Rolldeflektioun oder Spannungsunbalance. Flaachheetskontroll a richteg Féierung si Schlëssel fir Schnallen a Kroun-relatéiert Themen ze vermeiden.
Q: Wéi reduzéiere mir Uewerflächemarken a Roll-verbonne Kratzer?
A:Fänkt mat Rollmanagement un (Uewerflächefinanzéierung, Handhabung, Propretéit), da verbessert d'Kältemittel Liwwerung an d'Filtratioun fir ze verhënneren datt Schutt erëm an d'Rollebitt erakënnt. Vill "zoufälleg" Marken sinn tatsächlech widderholl Kontaminatiounsmuster.
Q: Wat solle mir fir d'Installatioun a Ramp-up virbereeden?
A:Plan Utilities, Layout, Bedreiwer Training, an e klore Akzeptanzplang (wéi Erfolleg ausgesäit a moossbare Begrëffer). Wann Dir Zilprodukter a Verifizéierungsschrëtt fréi definéiert, gëtt d'Ramp-up méi séier a manner verschwendeg.
Nächste Schrëtt
Wann Ären aktuellen Prozess Sue verléiert duerch Dickedrift, Flachheetsbeschwerden, widderhuelend Uewerflächemarken oder luesen Ëmstänn, kann eng richteg entworf Sträifwalzmaschinn dee Chaos an widderhuelend Ausgang maachen.GRM Rolling Millënnerstëtzt Clienten vun Applikatioun Matching ze Linn Integratioun, Kommissioun, an Bedreiwer Training-sou datt d'Millen an der real Welt funktionnéiert, net nëmmen an enger Broschür.
Bereet fir duerch Är Material, Dickeziler a Produktiounsziler ze schwätzen? Kontaktéiert eis a sot eis wat Dir haut rullt a wat Dir braucht fir nächst ze rullen.